
Bag-on-Valve (BOV): Advanced Aerosol Technology
The Bag-on-Valve (BOV) is an aerosol packaging technology that completely separates the product from the propellant using a hermetic bag welded to the valve. Unlike traditional aerosols, where product and propellant are mixed, BOV keeps the content pure inside a multi-layer laminated bag, while inert gases such as compressed air or nitrogen provide the pressure necessary for dispensing.
This separation is the key to the entire system: it allows the formulation to be applied in its purest form and opens the door to cleaner, more stable, and more sustainable aerosols. As TUNAP summarizes, in a bag-on-valve aerosol, the active ingredient remains isolated from the propellant in a sealed bag, preserving the complete purity of the formula.
Key Takeaways
The essentials of the Bag-on-Valve system, summarized in five keys:
Technical Components of the BOV System
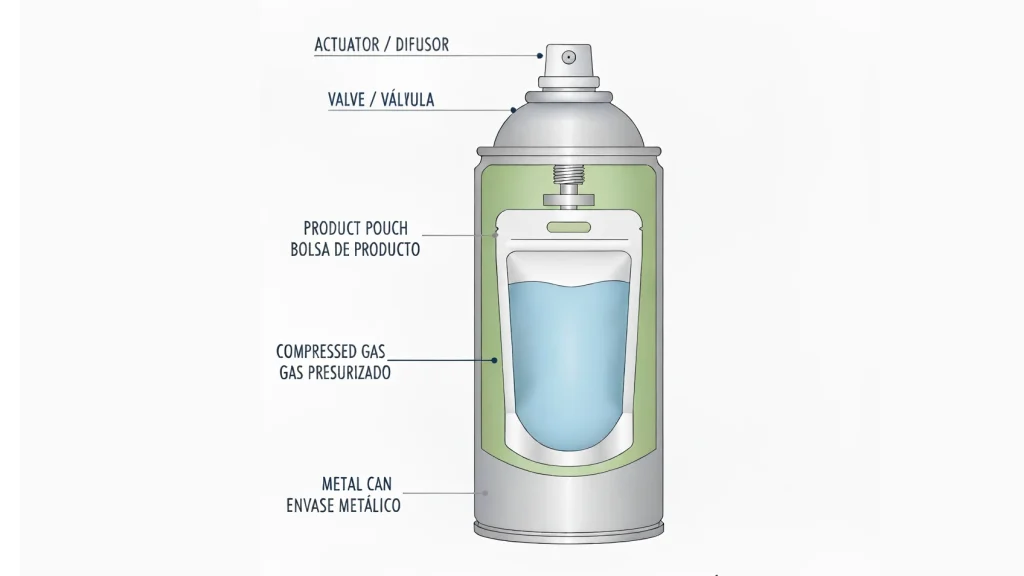
The BOV system relies on four elements that guarantee its hermetic operation. The first is the multi-layer laminated bag, manufactured with high-barrier materials—layers of aluminum and specialized polymers—that prevent product contamination and oxidation.
The second is the specialized valve, welded directly to the bag using heat-sealing processes that ensure the total hermeticity of the assembly.
The third is the metal container, usually made of aluminum and with a one-inch opening for valve crimping. BOV Solutions confirms that these containers are 100% recyclable. The fourth is the inert propellant—compressed air or nitrogen—which is introduced between the bag and the container walls to create the dispensing pressure.
- Bag
- multi-layer laminated (aluminum + polymers)
- Valve
- heat-seal welded
- Container
- aluminum, 1-inch opening, 100% recyclable
- Propellant
- compressed air or nitrogen
How Does the BOV Filling Process Work?
The BOV manufacturing process differs significantly from traditional aerosol filling, and its order is exactly the reverse. In the first phase, insertion, the valve with the bag already welded is placed inside the metal container.
The second phase is pressurization: compressed gas—air or nitrogen—is injected between the bag and the container at pressures of 3-4 bars, then sealed by crimping. Only then does the third phase arrive, product filling, which is injected through the stem directly into the bag, without coming into contact with the propellant.
In the final phase, the actuator is placed, and the system is ready for use. As Perfumería Moderna points out, unlike traditional filling, in BOV, pressurization is performed first, followed by product loading.
💡 Manufacturer's tip: always verify formula compatibility with the valve stem before scaling to production: high-viscosity products have a practical flow limit.
Technical Advantages of the BOV System
The fundamental advantage is the total product-propellant separation, which avoids unwanted chemical reactions and preserves the stability of the original formulation. All other benefits are built upon this foundation.
360° dispensing allows the container to be used in any position, even upside down, without losing spray quality. Added to this is exceptional evacuation: AILE confirms that BOV products empty up to 99%, minimizing waste.
Shelf life is also extended because, by eliminating oxidation and contamination, products retain their properties longer and require fewer preservatives. Finally, the spray is more uniform and constant, without splashing or dripping.
What Are the Applications of BOV?
The versatility of the system makes it suitable for very different sectors, provided that the priority is the purity and stability of the content.
| Sector | Applications |
|---|---|
| Cosmetics and personal care | Deodorants, body lotions, shaving gels, facial mists, sun protection |
| Food industry | Spray oils, dressings, mousses, and preservative-free creams |
| Pharmaceutical | Saline solutions, burn gels, sterile products |
| Home | Air fresheners, glass cleaners, specialized cleaners |
| Industrial | Specialized lubricants, maintenance products, and technical applications |
The common thread is the need for a formulation protected from air and free from contact with the propellant, something that BOV solves at its source.
Economic Considerations and Limitations
Technical advantages come at a cost. According to PROERSA, the BOV valve is 4-5 times more expensive than a traditional valve, with an approximate difference of €0.20 per unit compared to standard nitrogen systems. For thermal water projects, furthermore, minimum orders are around 50,000 containers in 300 ml formats, due to the limitations of manufacturers specializing in those sizes.
This extra cost positions it as a premium technology within reach of high-end brands.
The main factor limiting the expansion of BOV technology is its cost. This makes it a premium product that high-end brands can afford.
BOV also doesn't fit all formulas. Dry shampoos need the gas push to deliver particles to the hair; voluminous foams require propellant to achieve their characteristic texture; and very high-viscosity products hit the flow limit of the valve stem.
Sustainability and Market Trends
On the environmental front, BOV adds several arguments. The use of compressed air or nitrogen eliminates petrochemical gases and reduces the carbon footprint; the system makes it easier to formulate with low VOC (volatile organic compounds) content to comply with the strictest regulations; aluminum containers are 100% recyclable; and 99% product evacuation cuts waste compared to conventional aerosols.
The market supports this value proposition. Verified Market Reports projects that the BOV market will reach 2.85 billion dollars in 2033, with a compound annual growth rate of 6.5%. Trends point to bags made of biodegradable materials, expansion into food and beverages, and smart dispensing technologies that optimize dosage.
Frequently Asked Questions
What distinguishes Bag-on-Valve from a traditional aerosol?
In a traditional aerosol, the product and the propellant are mixed inside the container. In BOV, the product is in a hermetic bag welded to the valve, and the propellant—air or nitrogen—remains outside of it, without contact with the formulation.
Why does BOV allow dispensing in any position?
Because the pressure is exerted by the gas on the bag, not by a gas phase mixed with the product. By compressing the bag uniformly, the system works even upside down and offers a constant spray at any angle.
How much product is utilized with a BOV container?
BOV products empty up to 99%, according to AILE, which minimizes waste compared to conventional aerosols, where residual product often remains undispensed.
Is it more expensive to manufacture with BOV technology?
Yes. The BOV valve costs between 4 and 5 times more than a traditional one, with an approximate difference of €0.20 per unit compared to standard nitrogen systems, so it is associated with premium products.
For which products is BOV not suitable?
It does not fit dry shampoos or voluminous foams, which need the gas push for their texture, nor formulations with very high viscosity that exceed the flow limit of the valve stem.
"The quality of an aerosol is decided in the formulation. Filling only executes it — or betrays it."


